


Two-equation turbulence models are very widely used, as they offer a good compromise between numerical effort and computational accuracy. Two-equation models are much more sophisticated than the zero equation models. Both the velocity and length scale are solved using separate transport equations (hence the term ‘two-equation’).
The  -
- and
and  -
- two-equation
models use the gradient diffusion hypothesis to relate the Reynolds
stresses to the mean velocity gradients and the turbulent viscosity.
The turbulent viscosity is modeled as the product of a turbulent velocity
and turbulent length scale.
two-equation
models use the gradient diffusion hypothesis to relate the Reynolds
stresses to the mean velocity gradients and the turbulent viscosity.
The turbulent viscosity is modeled as the product of a turbulent velocity
and turbulent length scale.
In two-equation models, the turbulence velocity scale is computed from the turbulent kinetic energy, which is provided from the solution of its transport equation. The turbulent length scale is estimated from two properties of the turbulence field, usually the turbulent kinetic energy and its dissipation rate. The dissipation rate of the turbulent kinetic energy is provided from the solution of its transport equation.
 is the turbulence kinetic energy and is defined as the variance of the fluctuations
in velocity. It has dimensions of
(L2 T-2); for example,
m2/s2.
is the turbulence kinetic energy and is defined as the variance of the fluctuations
in velocity. It has dimensions of
(L2 T-2); for example,
m2/s2.  is the turbulence eddy dissipation (the rate at which the velocity
fluctuations dissipate), and has dimensions of
is the turbulence eddy dissipation (the rate at which the velocity
fluctuations dissipate), and has dimensions of  per unit time
(L2 T-3); for example,
m2/s3.
per unit time
(L2 T-3); for example,
m2/s3.
The  -
- model introduces
two new variables into the system of equations. The continuity equation
is then:
model introduces
two new variables into the system of equations. The continuity equation
is then:
 | (2–19) |
and the momentum equation becomes:
 | (2–20) |
where  is the sum of body forces,
is the sum of body forces,  is the effective viscosity accounting for turbulence,
and
is the effective viscosity accounting for turbulence,
and  is the modified pressure as defined in Equation 2–14.
is the modified pressure as defined in Equation 2–14.
The  -
- model, like
the zero equation model, is based on the eddy viscosity concept, so
that:
model, like
the zero equation model, is based on the eddy viscosity concept, so
that:
 | (2–21) |
where  is
the turbulence viscosity. The
is
the turbulence viscosity. The  -
- model assumes
that the turbulence viscosity is linked to the turbulence kinetic
energy and dissipation via the relation:
model assumes
that the turbulence viscosity is linked to the turbulence kinetic
energy and dissipation via the relation:
 | (2–22) |
where  is a constant.
For details, see List of Symbols.
is a constant.
For details, see List of Symbols.
The values of  and
and  come directly
from the differential transport equations for the turbulence kinetic
energy and turbulence dissipation rate:
come directly
from the differential transport equations for the turbulence kinetic
energy and turbulence dissipation rate:
 | (2–23) |
 | (2–24) |
where  ,
,  ,
,  and
and  are constants. For details, see List of Symbols.
are constants. For details, see List of Symbols.
 and
and  represent
the influence of the buoyancy forces, which are described below.
represent
the influence of the buoyancy forces, which are described below.  is the turbulence production due to viscous forces,
which is modeled using:
is the turbulence production due to viscous forces,
which is modeled using:
 | (2–25) |
For incompressible flow,  is small
and the second term on the right side of Equation 2–25 does not contribute significantly to the production.
For compressible flow,
is small
and the second term on the right side of Equation 2–25 does not contribute significantly to the production.
For compressible flow,  is only
large in regions with high velocity divergence, such as at shocks.
is only
large in regions with high velocity divergence, such as at shocks.
The term  in Equation 2–25 is based on the "frozen stress"
assumption [54]. This prevents the values of
in Equation 2–25 is based on the "frozen stress"
assumption [54]. This prevents the values of  and
and  becoming too
large through shocks, a situation that becomes progressively worse
as the mesh is refined at shocks. The parameter Compressible Production
(accessible on the Advanced Control part of the Turbulence section in CFX-Pre (see Turbulence in the CFX-Pre User's Guide)) can be used to set the value of the factor in front of
becoming too
large through shocks, a situation that becomes progressively worse
as the mesh is refined at shocks. The parameter Compressible Production
(accessible on the Advanced Control part of the Turbulence section in CFX-Pre (see Turbulence in the CFX-Pre User's Guide)) can be used to set the value of the factor in front of  , the default value is 3, as shown. A value of 1
will provide the same treatment as CFX-4.
, the default value is 3, as shown. A value of 1
will provide the same treatment as CFX-4.
In order to avoid the build-up of turbulent kinetic energy in stagnation regions, two production limiters are available. For details, see Production Limiters.
If the full buoyancy model is being used, the buoyancy production
term  is
modeled as:
is
modeled as:
 | (2–26) |
and if the Boussinesq buoyancy model is being used, it is:
 | (2–27) |
This buoyancy production term is included in the  equation
if the Buoyancy Turbulence option in CFX-Pre is
set to
equation
if the Buoyancy Turbulence option in CFX-Pre is
set to Production, or Production and
Dissipation. It is also included in the  equation
if the option is set to
equation
if the option is set to Production and Dissipation.  is assumed to be proportional to
is assumed to be proportional to  and must be positive, therefore it is modeled as:
and must be positive, therefore it is modeled as:
 | (2–28) |
If the directional option is selected, then  is modified by a factor accounting for the angle
is modified by a factor accounting for the angle  between
velocity and gravity vectors:
between
velocity and gravity vectors:
 | (2–29) |
Default model constants are given by:
Turbulence Schmidt Number  :
:
 =
0.9 for Boussinesq buoyancy
=
0.9 for Boussinesq buoyancy =
1 for full buoyancy model
=
1 for full buoyancy model
Dissipation Coefficient, C3 = 1
Directional Dissipation = Off
For omega based turbulence models, the buoyancy turbulence terms
for the  equation are derived from
equation are derived from  and
and  according to the transformation
according to the transformation  .
.
The RNG  model is based on renormalization group analysis
of the Navier-Stokes equations. The transport equations for turbulence
generation and dissipation are the same as those for the standard
model is based on renormalization group analysis
of the Navier-Stokes equations. The transport equations for turbulence
generation and dissipation are the same as those for the standard  model, but the model constants
differ, and the constant
model, but the model constants
differ, and the constant  is replaced by the function
is replaced by the function  .
.
The transport equation for turbulence dissipation becomes:
 | (2–30) |
where:
 | (2–31) |
and:
 | (2–32) |
For details, see List of Symbols.
One of the advantages of the  -
- formulation
is the near wall treatment for low-Reynolds number computations. The
model does not involve the complex nonlinear damping functions required
for the
formulation
is the near wall treatment for low-Reynolds number computations. The
model does not involve the complex nonlinear damping functions required
for the  -
- model and
is therefore more accurate and more robust. A low-Reynolds
model and
is therefore more accurate and more robust. A low-Reynolds  -
- model
would typically require a near wall resolution of
model
would typically require a near wall resolution of  , while a low-Reynolds
number
, while a low-Reynolds
number  -
- model would
require at least
model would
require at least  . In industrial flows, even
. In industrial flows, even  cannot be guaranteed
in most applications and for this reason, a new near wall treatment
was developed for the
cannot be guaranteed
in most applications and for this reason, a new near wall treatment
was developed for the  -
- models. It
allows for smooth shift from a low-Reynolds number form to a wall
function formulation.
models. It
allows for smooth shift from a low-Reynolds number form to a wall
function formulation.
The  -
- models assume
that the turbulence viscosity is linked to the turbulence kinetic
energy and turbulent frequency via the relation:
models assume
that the turbulence viscosity is linked to the turbulence kinetic
energy and turbulent frequency via the relation:
 | (2–33) |
The starting point of the present formulations is the  -
- model
developed by Wilcox [11]. It solves two transport equations,
one for the turbulent kinetic energy,
model
developed by Wilcox [11]. It solves two transport equations,
one for the turbulent kinetic energy,  , and one for the
turbulent frequency,
, and one for the
turbulent frequency,  . The stress tensor is computed
from the eddy-viscosity concept.
. The stress tensor is computed
from the eddy-viscosity concept.
 -equation:
-equation:
 | (2–34) |
 -equation:
-equation:
 | (2–35) |
In addition to the independent variables, the density,  , and
the velocity vector,
, and
the velocity vector,  , are treated as known quantities
from the Navier-Stokes method.
, are treated as known quantities
from the Navier-Stokes method.  is the production rate
of turbulence, which is calculated as in the
is the production rate
of turbulence, which is calculated as in the  -
- model Equation 2–25.
model Equation 2–25.
The model constants are given by:
 | (2–36) |
 | (2–37) |
 | (2–38) |
 | (2–39) |
 | (2–40) |
The unknown Reynolds stress tensor,  , is calculated from:
, is calculated from:
 | (2–41) |
In order to avoid the build-up of turbulent kinetic energy in stagnation regions, two production limiters are available. For details, see Production Limiters.
The buoyancy production term is included in the  -equation
if the Buoyancy Turbulence option in CFX-Pre is
set to Production or Production and
Dissipation. The formulation is the same is given in Equation 2–26 and Equation 2–27.
-equation
if the Buoyancy Turbulence option in CFX-Pre is
set to Production or Production and
Dissipation. The formulation is the same is given in Equation 2–26 and Equation 2–27.
The buoyancy turbulence terms for the  -equation are derived from
-equation are derived from  and
and  according
to the transformation
according
to the transformation  .
.
The additional buoyancy term in the  -equation reads:
-equation reads:
 | (2–42) |
Here the first term on the right hand side, which comes from
the  -equation, is included only if
the Buoyancy Turbulence option is set to Production and Dissipation. The second term, originating
from the
-equation, is included only if
the Buoyancy Turbulence option is set to Production and Dissipation. The second term, originating
from the  -equation, is included with both Production and Production and Dissipation options.
-equation, is included with both Production and Production and Dissipation options.
If the directional option is selected, then the first term on the right hand side is modified according to Equation 2–29:
 | (2–43) |
The main problem with the Wilcox model is its well known strong
sensitivity to freestream conditions (Menter [12]). Depending on
the value specified for  at the inlet, a significant variation
in the results of the model can be obtained. This is undesirable and
in order to solve the problem, a blending between the
at the inlet, a significant variation
in the results of the model can be obtained. This is undesirable and
in order to solve the problem, a blending between the  -
- model
near the surface and the
model
near the surface and the  -
- model in the
outer region was developed by Menter [9]. It consists of a transformation of
the
model in the
outer region was developed by Menter [9]. It consists of a transformation of
the  -
- model to a
model to a  -
- formulation
and a subsequent addition of the corresponding equations. The Wilcox
model is thereby multiplied by a blending function
formulation
and a subsequent addition of the corresponding equations. The Wilcox
model is thereby multiplied by a blending function  and the transformed
and the transformed  -
- model
by a function
model
by a function  .
.  is equal to one near the surface and decreases to
a value of zero outside the boundary layer (that is, a function of
the wall distance). For details, see Wall and Boundary Distance Formulation. At
the boundary layer edge and outside the boundary layer, the standard
is equal to one near the surface and decreases to
a value of zero outside the boundary layer (that is, a function of
the wall distance). For details, see Wall and Boundary Distance Formulation. At
the boundary layer edge and outside the boundary layer, the standard  -
- model
is therefore recovered.
model
is therefore recovered.
Wilcox model:
 | (2–44) |
 | (2–45) |
Transformed  model:
model:
 | (2–46) |
 | (2–47) |
Now the equations of the Wilcox model are multiplied by function  , the transformed
, the transformed  -
- equations
by a function
equations
by a function  and the corresponding
and the corresponding  - and
- and  - equations
are added to give the BSL model. Including buoyancy effects the BSL
model reads:
- equations
are added to give the BSL model. Including buoyancy effects the BSL
model reads:
 | (2–48) |
 | (2–49) |
The coefficient  in the buoyancy production term
in the buoyancy production term  in Equation 2–42 and Equation 2–43 is also replaced by the new coefficient
in Equation 2–42 and Equation 2–43 is also replaced by the new coefficient  .
.
The coefficients of the new model are a linear combination of the corresponding coefficients of the underlying models:
 | (2–50) |
All coefficients are listed again for completeness:
 | (2–51) |
 | (2–52) |
 | (2–53) |
 | (2–54) |
 | (2–55) |
 | (2–56) |
 | (2–57) |
 | (2–58) |
 | (2–59) |
The  -
- based SST
model accounts for the transport of the turbulent shear stress and
gives highly accurate predictions of the onset and the amount of flow
separation under adverse pressure gradients.
based SST
model accounts for the transport of the turbulent shear stress and
gives highly accurate predictions of the onset and the amount of flow
separation under adverse pressure gradients.
The BSL model combines the advantages of the Wilcox and the  -
- model,
but still fails to properly predict the onset and amount of flow separation
from smooth surfaces. This deficiency is discussed in detail by Menter [9], but primarily
arises because these models, which do not account for the transport
of the turbulent shear stress, overpredict the eddy-viscosity. The
proper transport behavior can be obtained by a limiter to the formulation
of the eddy-viscosity:
model,
but still fails to properly predict the onset and amount of flow separation
from smooth surfaces. This deficiency is discussed in detail by Menter [9], but primarily
arises because these models, which do not account for the transport
of the turbulent shear stress, overpredict the eddy-viscosity. The
proper transport behavior can be obtained by a limiter to the formulation
of the eddy-viscosity:
 | (2–60) |
where
 | (2–61) |
Again  is a blending function similar to
is a blending function similar to  , which restricts the
limiter to the wall boundary layer, as the underlying assumptions
are not correct for free shear flows.
, which restricts the
limiter to the wall boundary layer, as the underlying assumptions
are not correct for free shear flows.  is an invariant
measure of the strain rate.
is an invariant
measure of the strain rate.
Note that the production term of  is given by:
is given by:
 | (2–62) |
This formulation differs from the standard  -
- model.
model.
Note: In the SST model,  .
.
The blending functions are critical to the success of the method. Their formulation is based on the distance to the nearest surface and on the flow variables.
 | (2–63) |
with:
 | (2–64) |
where  is the distance to the nearest
wall,
is the distance to the nearest
wall,  is the kinematic viscosity and:
is the kinematic viscosity and:
 | (2–65) |
 | (2–66) |
with:
 | (2–67) |
During the solution of a simulation using the SST or BSL model,
you will see a plot in the CFX-Solver Manager for Wall Scale. These models require the distance of a node to the nearest wall
for performing the blending between  -
- and
and  -
- . Detailed
information on the wall scale equation is available in Wall and Boundary Distance Formulation.
. Detailed
information on the wall scale equation is available in Wall and Boundary Distance Formulation.
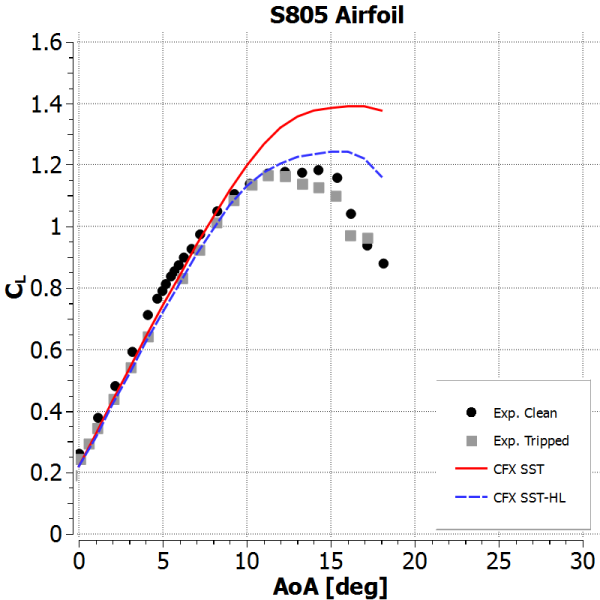
The high-lift modification for the SST turbulence model (SST-HL) is based on the observation that for numerous airfoil predictions, the SST model over-predicts the maximum lift achievable. In terms of physics, this means that the standard SST model predicts less and later flow separation from the airfoil than has been observed in experiments. The high-lift modification allows the fine tuning of the SST model for such applications. The default value (0.9) of the tuning parameter (CHL Coefficient) is optimized for a wide range of flows. Setting the parameter value to unity reverts the model back to the standard SST model. It is worth noting that all other available eddy-viscosity models lead to even stronger deviations from experimental data compared to the SST model and so do not offer an alternative to the SST-HL modification.
RANS models are designed for predicting attached and mildly separated flows. It is known that all RANS models fail in predicting the correct turbulence stress levels in large separation zones; the turbulent stresses in the separating shear layer are typically underpredicted, leading to overly large separation zones. This is often masked by the tendency of many RANS models to predict delayed separation under adverse pressure gradients compared to experimental data. As the SST model typically predicts the onset of separation with good accuracy, there is a need to introduce additional production of turbulence under such conditions. To correct the problem, the Reattachment Modification (RM) model modifies the SST model to enhance turbulence levels in the separating shear layers emanating from walls. This modification becomes less effective with increasing mesh refinement, and, as a result, is not an official amendment to the SST model. Nevertheless, the RM model is suitable for typical engineering applications, and has become especially popular for modeling turbomachinery flows.
Note:
The RM model should be used only to model flows separating from smooth surfaces under the influence of adverse pressure gradients. It should not be treated as a general-purpose enhancement to the SST model, as this may suppress errors caused by poor mesh definition or inappropriate model assumptions.
If the geometry of your case is complex, the RM model may be active in unintended regions.
In investigating 2D cases, the RM model loses effectiveness when the mesh resolution in the boundary layer exceeds ~ 100 cells. With such significant mesh refinement, the RM model behaves like the standard SST model.
In free mixing layers, the ratio of turbulence production to
dissipation,  , has an equilibrium value of
, has an equilibrium value of  .
However, the equilibrium value of
.
However, the equilibrium value of  is greatly exceeded in regions
of large flow separation from smooth surfaces. Based on this observation,
the RM model adds a source term to the right-hand side of the
is greatly exceeded in regions
of large flow separation from smooth surfaces. Based on this observation,
the RM model adds a source term to the right-hand side of the  -equation used in the SST
model. This source term,
-equation used in the SST
model. This source term,  , is given by:
, is given by:
 | (2–68) |
 is a function that was introduced to avoid
interaction between the RM model and laminar-turbulent transition
models (see Ansys CFX Laminar-Turbulent Transition Models). The function is given by:
is a function that was introduced to avoid
interaction between the RM model and laminar-turbulent transition
models (see Ansys CFX Laminar-Turbulent Transition Models). The function is given by:
 | (2–69) |
where  represents kinematic viscosity and
represents kinematic viscosity and  is an adjustable
coefficient whose default value is
is an adjustable
coefficient whose default value is  . Note that decreasing the value of
. Note that decreasing the value of  tends to decrease the
effectiveness of the function
tends to decrease the
effectiveness of the function  .
.
The Generalized k-Omega (GEKO) model is a two-equation model, based on the k-Omega model formulation, but with the flexibility to tune the model over a wide range of flow scenarios.
The GEKO model’s main parameters, which are described under GEKO model in the CFX-Solver Modeling Guide, are:
Separation Coefficient
Near Wall Coefficient
Mixing Coefficient
Jet Coefficient
The GEKO model is affected by the following advanced parameters:
Curvature Correction
For details, see Curvature Correction for Two-Equation Models in the CFX-Solver Modeling Guide.
Corner Correction
For details, see Corner Correction in the CFX-Solver Modeling Guide.
GEKO Coefficients
The GEKO Coefficients normally do not need to be changed. Descriptions follow:
Auxiliary Jet Coefficient
Auxiliary model coefficient of the GEKO turbulence model (default = 2.0).
Allows fine-tuning of the parameter to optimize free jets. Higher values increase the impact of the Jet Coefficient.
C1 Coefficient
Auxiliary model coefficient of the GEKO turbulence model (default = 1.7)
Allows adjustment of the log-layer.
C2 Coefficient
Auxiliary model coefficient of the GEKO turbulence model (default = 1.4)
Laminar Blending Coefficient
Auxiliary model coefficient of the GEKO turbulence model (default = 25)
Controls the blending function used to de-activate the effects of FMIX and FJET in the boundary layer. Setting a lower value reduces shielding of the boundary layer from the effects of FMIX and FJET.
The Laminar Blending Coefficient is active only if the Intermittency transition model is enabled.
Realization Coefficient
Model coefficient of the GEKO turbulence model (default 0.577)
Used to apply a realizability constraint to limit turbulence production. By default, this is applied in addition to the production limiter.
Turbulent Blending Coefficient
Auxiliary model coefficient of the GEKO turbulence model (default = 2.0)
Controls the blending function used to de-activate the effects of FMIX and FJET in the boundary layer.
Decreasing this value decreases the thickness of the layer near walls where FMIX and FJET are deactivated. This results in the activation of the FMIX and FJET formulation closer to walls.
Ansys Fluent also has the GEKO model available. For details, see Generalized k-ω (GEKO) Model in the Fluent Theory Guide.
A disadvantage of standard two-equation turbulence models is
the excessive generation of turbulence energy,  , in the vicinity of stagnation points. In order
to avoid the build-up of turbulent kinetic energy in stagnation regions,
a formulation of limiters for the production term in the turbulence
equations is available.
, in the vicinity of stagnation points. In order
to avoid the build-up of turbulent kinetic energy in stagnation regions,
a formulation of limiters for the production term in the turbulence
equations is available.
The formulation follows Menter [9] and reads:
 | (2–70) |
The coefficient  is called
is called Clip Factor and has a value of 10 for  based
models. This limiter does not affect the shear layer performance of
the model, but has consistently avoided the stagnation point build-up
in aerodynamic simulations.
based
models. This limiter does not affect the shear layer performance of
the model, but has consistently avoided the stagnation point build-up
in aerodynamic simulations.
Using the standard Boussinesq-approximation for the Reynolds
stress tensor, the production term  can be expressed for incompressible flow as:
can be expressed for incompressible flow as:
 | (2–71) |
where  denotes the magnitude of the strain
rate and
denotes the magnitude of the strain
rate and  the strain
rate tensor.
the strain
rate tensor.
Kato and Launder [128] noticed that the very high levels of the shear strain rate  in stagnation
regions are responsible for the excessive levels of the turbulence
kinetic energy. Because the deformation near a stagnation point is
nearly irrotational, that is the vorticity rate
in stagnation
regions are responsible for the excessive levels of the turbulence
kinetic energy. Because the deformation near a stagnation point is
nearly irrotational, that is the vorticity rate  is very small,
they proposed the following replacement of the production term:
is very small,
they proposed the following replacement of the production term:
 | (2–72) |
where  denotes the magnitude of the vorticity
rate and
denotes the magnitude of the vorticity
rate and  the
vorticity tensor. In a simple shear flow,
the
vorticity tensor. In a simple shear flow,  and
and  are
equal. Therefore, formulation recovers in such flows, as seen in the
first parts of Equation 2–71 and Equation 2–72.
are
equal. Therefore, formulation recovers in such flows, as seen in the
first parts of Equation 2–71 and Equation 2–72.
The production limiters described above are available for the
two ε based turbulence models and for the (k, )-,
BSL- and SST-turbulence models. They are available in the Advanced Control settings of the Turbulence
Model section in CFX-Pre. For details, see Turbulence: Option in the CFX-Pre User's Guide. The allowed options of the production limiter are
)-,
BSL- and SST-turbulence models. They are available in the Advanced Control settings of the Turbulence
Model section in CFX-Pre. For details, see Turbulence: Option in the CFX-Pre User's Guide. The allowed options of the production limiter are Clip Factor and Kato Launder.
One weakness of the eddy-viscosity models is that these models are insensitive to streamline curvature and system rotation. Based on the work of Spalart and Shur [191] a modification of the production term has been derived to sensitize the standard two-equation models to these effects [192]. The empirical function suggested by Spalart and Shur [191] to account for these effects is defined by
 | (2–73) |
It is used as a multiplier of the production term and has been limited in Ansys CFX in the following way:
 | (2–74) |
where

and

The original function is limited in the range from 0.0 corresponding,
for example, to a strong convex curvature (stabilized flow, no turbulence
production) up to 1.25 (for example, strong concave curvature, enhanced
turbulence production). The lower limit is introduced for numerical
stability reasons, whereas the upper limit is needed to avoid overgeneration
of the eddy viscosity in flows with a destabilizing curvature/rotation.
The specific limiter 1.25 provided a good compromise for different
test cases that have been considered with the SST model (for example,
flow through a U-turn, flow in hydrocyclone, and flow over a NACA
0012 wing tip vortex [192]). The scaling coefficient  has been introduced
to enable you to influence the effect of the curvature correction
if needed for a specific flow. The default value of this scaling coefficient
is 1.0 and can be changed on the Fluid Models tab of the Domain details view in CFX-Pre.
has been introduced
to enable you to influence the effect of the curvature correction
if needed for a specific flow. The default value of this scaling coefficient
is 1.0 and can be changed on the Fluid Models tab of the Domain details view in CFX-Pre.
Assuming that all the variables and their derivatives are defined
with respect to the reference frame of the calculation, which is rotating
with a rate  , the arguments
, the arguments  and
and  of the function
of the function  are defined in the following way:
are defined in the following way:
 | (2–75) |
 | (2–76) |
where the first term in brackets is equivalent to the 2nd velocity gradient (in this case the Lagrangian derivative of the strain rate tensor) and the 2nd term in the brackets is a measure of the system rotation. The strain rate and vorticity tensor are defined, respectively, using Einstein summation convention as
 | (2–77) |
 | (2–78) |
where



and, where

are the components of the Lagrangian derivative of the strain rate tensor.
Finally, based on the performed tests, the empirical constants  ,
,  and
and  involved in Equation 2–73 are set equal to 1.0, 2.0, and 1.0, respectively.
involved in Equation 2–73 are set equal to 1.0, 2.0, and 1.0, respectively.
This curvature correction is available for  and
and  -based
eddy-viscosity turbulence models (
-based
eddy-viscosity turbulence models ( , RNG
, RNG  ,
,  -
- , BSL,
SST) as well as the DES-SST and SAS-SST turbulence models.
, BSL,
SST) as well as the DES-SST and SAS-SST turbulence models.