At the end of a thermoforming/blow molding process, we can observe nonuniformities in the thickness distribution: in some areas, the sheet can be too thick, while in other areas, it is too thin. Instead of increasing the initial thickness of the sheet in order to obtain a minimum thickness everywhere, it is possible to play with initial temperature distribution. We can increase the heat on a part of the initial sheet that eventually leads to an area with an excess of matter. This makes it possible to improve the thickness distribution in the final sheet product without increasing the mass of the sheet.
Of course, the improvement is limited. If the viscosity law or viscoelastic model is not temperature dependent, no improvement can be expected. Moreover, if the final thickness is too far from the desired thickness, the temperature prescribed by the postprocessor could become unrealistic.
To perform optimization, we will adjust temperature at each node of the sheet in the following way: nodes that are too thick (compared to desired final thickness) will be heated (initial temperature will be increased), while nodes that are too thin will be cooled.
For each node of the sheet, its new initial temperature is obtained as follows:
 | (17–26) |
Where  is the under-relaxation factor and
is the under-relaxation factor and  is the temperature solution of the following equation:
is the temperature solution of the following equation:
 | (17–27) |
where  is the thickness at the current node at the end of the simulation,
is the thickness at the current node at the end of the simulation,
 is the thickness required, and
is the thickness required, and  is the dependency law of the sheet as a function of temperature.
If the sheet is constituted of several layers with different temperature dependency
laws, the
is the dependency law of the sheet as a function of temperature.
If the sheet is constituted of several layers with different temperature dependency
laws, the  law is a weighted average function of
law is a weighted average function of  law of each layer
law of each layer  :
:
 | (17–28) |
Where  is the thickness of layer
is the thickness of layer  and
and  , the temperature dependency law of layer
, the temperature dependency law of layer  .
.
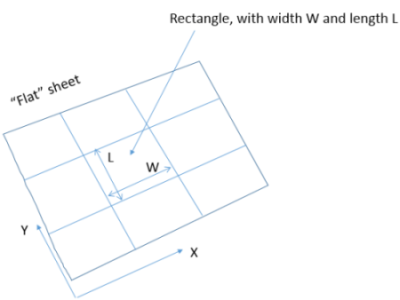
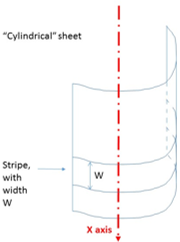
The implemented technique requires several runs of Ansys Polyflow. At the end of each simulation, the postprocessor evaluates a new initial temperature distribution based on initial temperature, final thickness distribution, and desired thickness distribution. This new initial temperature distribution will be imposed for the next simulation. A few optimization steps are necessary to get a better solution. In order to avoid excessive variations in temperature, we have to prescribe minimum and maximum allowed temperatures. For practical reasons, during industrial processes a specific initial temperature cannot be imposed on each node of the sheet. Consequently, the initial geometry (flat sheet for thermoforming, cylindrical parison/preform for blow molding) will be divided into non-overlapping rectangles or stripes for thermoforming or blow molding, respectively. In the case of blow molding a parison/preform, the stripes are created by slicing the cylindrical geometry in the axial direction. During optimization, the New initial temperature of a rectangle/stripe will be the minimum of the temperatures of the nodes laying in that rectangle/stripe as evaluated by Equation 17–26. See Inputs for Temperature Programming for details about setting up temperature programming calculations.