


In this figure, the two primary process parameters are:
the extrusion ratio (the ratio of cross-sectional area of the undeformed cylindrical billet to the die exit), and
the die angle.
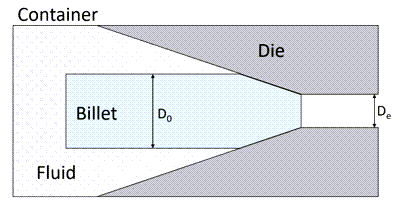
To maintain close contact (avoiding any fluid penetration in the contact), the cylindrical rod is tapered as (via the die angle) and fitted into the die as a plug.