


This section describes the following topics:
- 3.13.1. Geometric Models
- 3.13.2. Field Equations
- 3.13.3. Constitutive Equations for Generalized Newtonian Fluids
- 3.13.4. Differential Viscoelastic Constitutive Equations
- 3.13.5. Integral Viscoelastic Equations for Shell Models
- 3.13.6. Simplified Viscoelastic Model for Extrusion
- 3.13.7. Other Physics
- 3.13.8. Film Model
- 3.13.9. Porous Media
- 3.13.10. Transport – Advection/Diffusion
- 3.13.11. Slight Compressible Materials
- 3.13.12. Anisotropic Models and Reinforcements
- 3.13.13. Foaming Theory
- 3.13.14. P-1 Radiation Model
Important: The Ansys Polyflow™ software is primarily dedicated to the simulation of laminar flows typically encountered in polymer or rubber processing. Without being limitative, typical examples of such processes are profile extrusion, blow moulding or thermoforming.
This chapter does not intend to be a theoretical background, nor does it intend to be a course on continuum mechanics, finite elements technique, or related topics. Instead, its purpose is mainly to provide rapid answers to legitimate questions from users who want to know a bit more on the physics involved in the Polyflow software. It reviews most equations of the physics used and solved in the Polyflow software. It assumes you are, or have been, somewhat familiar with the topic and the commonly used notations. If you are interested in gaining deeper knowledge on the topic, it is recommended to consult well-known textbooks on continuum mechanics or rheology.
Knowing the material in this chapter is not a requirement for using the Polyflow software, however, understanding the underlaying physics as well as specific concepts or physical properties is an advantage. For example, it is always good to remember that a typical polymer density is around 1000 kg/m3, and that such material has a very high viscosity and low thermal conductivity.
For those not deeply familiar with rheology, finding textbooks on the topic can be challenging. Therefore, Ansys suggest the following references, organized by increasing levels of difficulty:
Macosko's literature provides a solid starting point and has the advantage of including numerical examples to illustrate the described properties. For more information, see Bibliography.
Simulations can be defined in a 2D planar domain, in a 2D axisymmetric (circular) domain, on a thin film/shell, or in the 3D space.
Performing a full 3D simulation is often considered the most realistic approach. However, it also requires large computational resources. Therefore, other geometric approaches are made available which can bring relevant information to the engineer.
The simplest approach is 2D planar, where quantities are described in the xy-plane and where flow or deformations occur in that same plane.
A similar concept, equally simple, is 2D axisymmetric around an axis. Quantities are described in a radial-axial plane, and all motions and deformations occur in that plane symmetrically around the axis. There is no dependence upon the azimuthal (or hoop) component. It is important to mention that, when referring to the xy-plane, it is the y-axis that plays the role of the symmetry axis.
For fluid flows, there are two useful extensions for the above 2D concepts. The first is referred to as 2D channel where the velocity field has three components, all described in the xy-plane. The other calculated quantities are also described in the xy-plane, while a pressure gradient exists in the direction perpendicular to the plane. These models can be used to calculate the flow through a straight channel with a non-circular cross-section.
The other extension is referred to as 2D swirling where the velocity field has three components and exhibits a revolution symmetry around the axis. These models can be used to calculate a simplified extrusion flow through an annular channel where the inner boundary rotates around the axis.
A geometric flow domain that is sufficiently thin to be considered two-dimensional is referred to as a 2D film (defined in the xy-plane) when the flow occurs in that plane but can still change in thickness. Conversely, a thin geometric flow domain is called a 2D shell when the flow is fully three-dimensional and accompanied by changes in thickness.
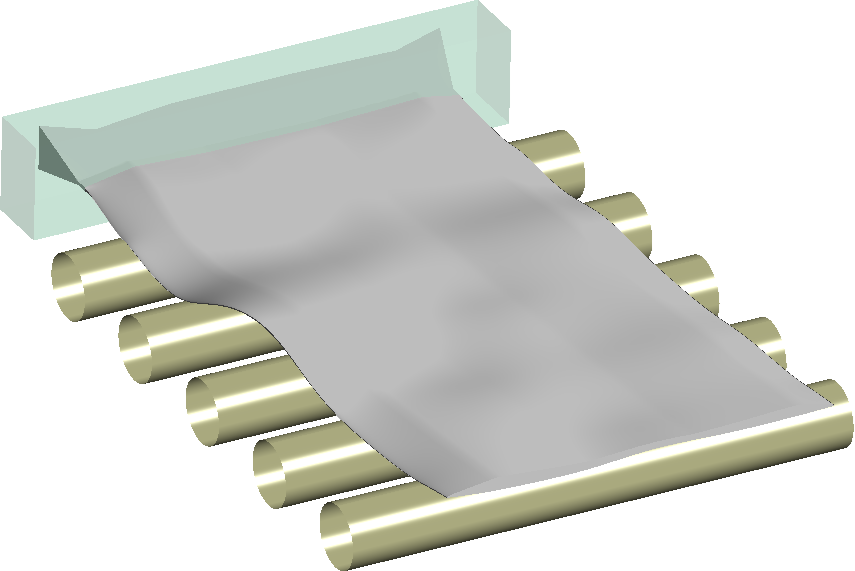
Consider the extrusion flow illustrated in Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey) Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor (Brown). From left to right along the flow direction, you can observe the solid die with part of the die lips, the extrudate undergoing visible deformations due to velocity rearrangement at the die exit and the effects of gravity, and finally, the extrudate being guided by a roller conveyor. By qualitatively examining the flow, you can uncover various physical phenomena and use this opportunity to introduce the symbols used later in this chapter.
Firstly, consider the flow of a highly viscous material, such as rubber. This
involves calculating the velocity and stress fields, denoted as  νand
νand  , respectively, in the fluid region. An important component of
the stress field is the pressure
, respectively, in the fluid region. An important component of
the stress field is the pressure  , which, in polymer and rubber processing, can reach values as
high as 500 bars or more. This pressure, in turn, is applied to the solid die,
causing deformation and possibly requiring the calculation of elastic stresses
and deformations
, which, in polymer and rubber processing, can reach values as
high as 500 bars or more. This pressure, in turn, is applied to the solid die,
causing deformation and possibly requiring the calculation of elastic stresses
and deformations  in the solid die.
in the solid die.
Additionally, the high viscosity of the fluid results in viscous heating,
especially along the interface with the die, and naturally leads to changes in
temperature  and heat transfer. Upon exiting the die, the extrudate
exchanges heat with the surrounding air and gradually cools down.
and heat transfer. Upon exiting the die, the extrudate
exchanges heat with the surrounding air and gradually cools down.
Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey) Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor (Brown)
As can be seen from this relatively standard application, a wide range of physics can be involved. However, in many similar situations, engineering common sense often suggests assumptions and simplifications, guiding which aspects of the physics are relevant and need to be simulated.
In most material processing cases, the fluid in motion (for example, polymer,
rubber, or glass) is assumed to be incompressible. Under this assumption, the
momentum and mass conservation equations governing the velocity  and pressure
and pressure  are given as follows:
are given as follows:
 | (3–191) |
and
 | (3–192) |
In the equations above, stands for the fluid density, while  and
and  represents the gravity (volume) force and the additional
stress contribution of the fluid to the momentum balance, respectively. As
shown, you have two equations for three unknowns , and
represents the gravity (volume) force and the additional
stress contribution of the fluid to the momentum balance, respectively. As
shown, you have two equations for three unknowns , and  . An additional equation is needed: a constitutive equation
that describes the material response to a given kinematics. An entire section is
dedicated to the several constitutive equations. To simplify the discussion, the
simplest constitutive law is introduced: that of a constant-viscosity Newtonian
fluid. For the Newtonian fluid, the extra-stress tensor
. An additional equation is needed: a constitutive equation
that describes the material response to a given kinematics. An entire section is
dedicated to the several constitutive equations. To simplify the discussion, the
simplest constitutive law is introduced: that of a constant-viscosity Newtonian
fluid. For the Newtonian fluid, the extra-stress tensor  is given by:
is given by:
 | (3–193) |
In Equation 3–193,  is the shear viscosity of the fluid, while
is the shear viscosity of the fluid, while  is the rate-of-deformation tensor given as the symmetric
part of the velocity gradient tensor, for example:
is the rate-of-deformation tensor given as the symmetric
part of the velocity gradient tensor, for example:
 | (3–194) |
The algebraic character of Equation 3–193 allows a direct substitution in Equation 3–191, which then becomes:
 | (3–195) |
By invoking the incompressibility Equation 3–192, Equation 3–195 can formally be rewritten as:
 | (3–196) |
In the absence of inertia terms and volume force, Equation 3–196 reduces to a diffusion equation for the velocity, which has to be solved together with the mass conservation Equation 3–192.
Even in the simplest case of a constant-viscosity Newtonian fluid, the fluid motion is governed by differential equations: hence boundary conditions are required, while sometimes initial conditions are also needed. In simple words, such boundary and initial conditions express the relationship of the calculation domain with the surrounding world and with past events, respectively.
In the context of a fluid flow, boundary conditions can be of various type. If you consider the extrusion flow illustrated in Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey) Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor (Brown), you already identified at least four different boundary conditions, namely an inlet, a wall, a free surface and an exit. These will be briefly reviewed, providing an opportunity to complete the present list.
The material enters the calculation domain at the inlet: a normal force or normal velocity distribution is imposed, which is combined with a vanishing tangential force or velocity. The easiest way of imposing a velocity distribution consists of specifying an inlet mass or volume flow rate.
Along a solid wall, vanishing velocity or stick condition is often imposed. However, in some circumstances the wall can be moving, while slipping at the wall can be encountered. In the present context, slipping conditions express a relationship between the tangential velocity and the tangential force in combination with a vanishing normal velocity. As such it is not a fluid property, instead, it is a fluid-solid interface property. The several slipping laws will be described in a subsequent section.
A free surface is a slightly more sophisticated boundary condition. In its
simplest form, it involves vanishing forces  in all directions with the additional requirement that the
normal velocity be vanishing. It can be expressed by:
in all directions with the additional requirement that the
normal velocity be vanishing. It can be expressed by:
 | (3–197) |
and
 | (3–198) |
where  is the geometric vector perpendicular to the free surface. In
other words, you have more conditions than available degrees of freedom. In
order to circumvent this, the boundary is allowed to deform in order to
simultaneously satisfy the several requirements. Since the free surface
condition is accompanied by the deformation of the boundary, the flow geometry
itself is allowed to deform in the Eulerian sense.
is the geometric vector perpendicular to the free surface. In
other words, you have more conditions than available degrees of freedom. In
order to circumvent this, the boundary is allowed to deform in order to
simultaneously satisfy the several requirements. Since the free surface
condition is accompanied by the deformation of the boundary, the flow geometry
itself is allowed to deform in the Eulerian sense.
For a transient flow, the free surface condition is extended by allowing a deformation of the boundary along the normal direction in the Lagrangian sense:
 | (3–199) |
or along all directions when a Lagrangian representation is considered:
 | (3–200) |
In the simplest model for the free surface given by Equation 3–197 and Equation 3–198, a stress-free boundary is assumed. However, additional inputs can be added. The first is the surface tension which depends on the curvature, and which then requires specifying a surface tension coefficient. For most applications involving polymer and rubber materials, surface tension is often negligible. An external pressure or vacuum can also be added: this is typically the case in applications like blow moulding and thermoforming, where such pressure is invoked for shaping an object. In such processes, the free surface will soon or later enter in contact with a fixed or moving mould: such a contact is also an external input to the free surface condition. Eventually, in steady extrusion processes, the boundary of the extrudate can also enter in contact with a guiding device, such as a roller conveyor as illustrated in Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey) Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor (Brown)
Boundary conditions, such as combinations of normal and tangential velocity or force, are also permitted. A particular case of such combination is the symmetry boundary condition consisting of a vanishing normal velocity and vanishing tangential force.
Next to the polymer flow, the extrusion process suggested in Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey)
Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor
(Brown) involves
a die, for example, a solid body. Since polymer or rubber extrusion flows
involve large pressures, it is sometimes instructive to examine the elastic
behaviour of the die under high pressure applied at the interface. In the
Polyflow software, it is considered that the assumptions of linear elasticity
are satisfied under normal process conditions. However, it is sometimes relevant
or instructive to evaluate the stress field  in the die as well as the elastic displacement
in the die as well as the elastic displacement  .
.
For a solid elastic body, the momentum equation is given by:
 | (3–201) |
where stands for the elastic stress tensor. In view of the small
size and the high elastic stiffness of the equipments, the acceleration term is
usually neglected as is often the case for structure analysis in the present
context. For solving Equation 3–201,
consider the linear elasticity constitutive law given by:
 | (3–202) |
In Equation 3–202,  ,
,  and
and  are respectively the Young modulus, the Poisson coefficient
and the lineic thermal dilatation coefficient, while
are respectively the Young modulus, the Poisson coefficient
and the lineic thermal dilatation coefficient, while  is the elastic strain tensor given as the symmetric part of
the gradient of displacement. Eventually
is the elastic strain tensor given as the symmetric part of
the gradient of displacement. Eventually  is the unit tensor.
is the unit tensor.
When inserting the linear elasticity Equation 3–202 in the momentum equation
(Equation 3–201), it is possible to
obtain a second-order differential equation for the displacement . This equation requires boundary conditions on all sides of
the calculation domain, which can be given is terms of assigned displacement or
forces. Typically, boundary conditions can be vanishing displacements, vanishing
normal displacement, vanishing forces, or external force imposed. This latter
boundary condition is useful when performing a calculation involving a so-called
fluid-structure interaction.
For a laminar flow, therefore at moderate velocity, as typically encountered in material processing, the energy equation can be written as follows:
 | (3–203) |
In this equation,  and
and  are the heat capacity per unit volume and the thermal
conductivity, respectively, these parameters can be temperature dependent and
respectively affect the convection and the diffusion in the energy balance. The
last two terms
are the heat capacity per unit volume and the thermal
conductivity, respectively, these parameters can be temperature dependent and
respectively affect the convection and the diffusion in the energy balance. The
last two terms  and
and  of Equation 3–203
stand respectively for an external heat source and the viscous heating.
Considering the high viscosity of polymers and rubbers, viscous heating may
contribute to a visible temperature increase. On the contrary, kinetic and
potential energy are negligible for laminar flows as encountered in industrial
shaping processes.
of Equation 3–203
stand respectively for an external heat source and the viscous heating.
Considering the high viscosity of polymers and rubbers, viscous heating may
contribute to a visible temperature increase. On the contrary, kinetic and
potential energy are negligible for laminar flows as encountered in industrial
shaping processes.
For a solid body, Equation 3–203 still applies, however the transport term possibly involves an assigned velocity, while the viscous heating term is obviously discarded.
As can be seen, the temperature is governed by a second order differential equation, the advection-diffusion Equation 3–203. Therefore, as for the momentum equation, boundary conditions are required, while sometimes initial conditions are also needed. As previously formulated, such boundary and initial conditions express the relationship of the calculation domain with the surrounding world and with past events, respectively.
For the energy equation, boundary conditions are usually expressed in terms of imposed temperature or heat flux. In particular, a heat flux can be a constant quantity, a convective heat flux, or a radiative heat flux. Also, in a combined calculation involving a polymer flow and a die, as suggested in Figure 3.256: Illustrative Simulation of the Extrusion of a Rubber Tire Tread (Grey) Out of a Part of a Die (Green Transparent) Assisted by a Roller Conveyor (Brown), conjugated heat transfer is applied at the interface between the fluid and solid regions
Coming back to Equation 3–193 of the
Newtonian fluid and for the sake of facility while introducing the flow
governing equations, it is assumed that the viscosity parameter  is constant. However, experimental data indicate that the
shear viscosity usually decreases when the shear rate increases. A decay be
several orders of magnitude is not exceptional. This phenomenon is known as
shear-thinning. Therefore, for applications where shear stresses play a dominant
role, it is a good idea to generalise Equation 3–193 and introduce a dependence of
the shear viscosity with respect to the local shear rate
is constant. However, experimental data indicate that the
shear viscosity usually decreases when the shear rate increases. A decay be
several orders of magnitude is not exceptional. This phenomenon is known as
shear-thinning. Therefore, for applications where shear stresses play a dominant
role, it is a good idea to generalise Equation 3–193 and introduce a dependence of
the shear viscosity with respect to the local shear rate  .
.
If you consider the flow between two parallel plates with an inner-distance
 and a relative velocity
and a relative velocity  , you can define the shear rate as:
, you can define the shear rate as:
 | (3–204) |
Such a simple definition cannot be applied for a general 3D flow. Instead,
make use of the so-called invariants of the rate-of-deformation tensor. The
first invariant vanishes in view of the incompressibility, while the third
invariant vanishes in a simple shear flow. Therefore, define the local shear
rate based on the second invariant of  as follows:
as follows:
 | (3–205) |
By doing so, you recover the result of Equation 3–204 in a simple shear flow.
Describing a shear-thinning behaviour is a matter of algebra. However physical aspects have to be taken into account. The scientific literature reports several laws able to mimic a shear-thinning behaviour, and most of them are available in the Polyflow software.
The simplest shear-thinning viscosity law is the powerlaw written as
 | (3–206) |
where  is the consistency factor and
is the consistency factor and  is the power index of the shear viscosity. The quantity
is the power index of the shear viscosity. The quantity
 is introduced for enabling an easy conversion of units and
can be set to 1. It is important to note however that both
is introduced for enabling an easy conversion of units and
can be set to 1. It is important to note however that both  and
and  cannot be selected independently. On a log-log scale, this
law is represented as a straight line with a decreasing slope.
cannot be selected independently. On a log-log scale, this
law is represented as a straight line with a decreasing slope.
With the Bird-Carreau law, you bound the shear viscosity for low shear rates, while viscosity plateau is introduced for high shear rates. The law is written as
 | (3–207) |
In this context, the quantities  and
and  stand for the zero shear-rate and infinite shear-rate
viscosities, respectively, while
stand for the zero shear-rate and infinite shear-rate
viscosities, respectively, while  indicates the slope of the shear-thinning curve.
Eventually,
indicates the slope of the shear-thinning curve.
Eventually,  is the reciprocal of the cut-off shear rate or the shear
rate which marks the location of the transition between the Newtonian
plateau and the shear-thinning region.
is the reciprocal of the cut-off shear rate or the shear
rate which marks the location of the transition between the Newtonian
plateau and the shear-thinning region.
The Carreau-Yasuda law can be viewed as a generalization of Equation 3–207, and is written as:
 | (3–208) |
In this case, the newly introduced parameter  is an index which controls the transition from the
Newtonian plateau to the shear thinning region. In particular a small value
of a leads to a smooth transition.
is an index which controls the transition from the
Newtonian plateau to the shear thinning region. In particular a small value
of a leads to a smooth transition.
Some fluid materials are characterised by a yield stress and is typically the case for materials like concrete, mud, dough and toothpaste. In this first approximation, yield stress behaviour can be described by means of the Bingham law given by:
 | (3–209) |
 is the yield stress and
is the yield stress and  is the critical shear rate beyond which a viscous
behaviour is observed. Below this critical shear rate, the model is adjusted
to guarantee the required continuity of the viscosity curve.
is the critical shear rate beyond which a viscous
behaviour is observed. Below this critical shear rate, the model is adjusted
to guarantee the required continuity of the viscosity curve.
It is at times useful to have an analytical expression for describing yield behaviour. The Modified Bingham law, as an approximation of Equation 3–209, is given by
 | (3–210) |
You should note that both Equation 3–209 and Equation 3–210 do exhibit nearly
identical viscosity behaviour for shear rates  beyond
beyond  .
.
Some yield stress fluid materials also exhibit a visible shear thinning at high shear rates. This behaviour can be described with the Herschel-Bulkley law given by
 | (3–211) |
As for the Bingham law,  is the yield stress and
is the yield stress and  is the critical shear rate beyond which a viscous
behaviour is observed. Below this critical shear rate, the model is adjusted
to guarantee the required continuity of the viscosity curve.
is the critical shear rate beyond which a viscous
behaviour is observed. Below this critical shear rate, the model is adjusted
to guarantee the required continuity of the viscosity curve.
It can be useful to have an analytical expression for describing yield behaviour combined with shear thinning at high shear rates. The Modified Herschel-Bulkley law, as an approximation of Equation 3–211, is given by:
 | (3–212) |
You should note that both Equation 3–211 and Equation 3–212 do exhibit nearly identical viscosity behaviour for shear rates Equation 3–211 beyond Equation 3–212.
Back to more classical shear-thinning fluid models, it is important to mention the Cross law given by:
 | (3–213) |
The parameter  is the Cross law index. For large shear rates, it can be
interpreted to as the quantity
is the Cross law index. For large shear rates, it can be
interpreted to as the quantity  of the Bird-Carreau law. This law is characterised by a
stretched transition between a plateau at low shear rates and the
shear-thinning region at high shear rates.
of the Bird-Carreau law. This law is characterised by a
stretched transition between a plateau at low shear rates and the
shear-thinning region at high shear rates.
Finally, it is important to mention the Modified Cross law, which is expressed by:
 | (3–214) |
The meaning of the parameters is identical as for Equation 3–213 However, the transition from the plateau at low shear rates to the shear thinning region is sharper than with the Cross law.
For thermal flows, the temperature dependence of the viscosity must be taken into account along with the shear-rate dependence. This is usually done by separating both dependences. Therefore, the viscosity law can be factorized as
 | (3–215) |
or as
 | (3–216) |
In Equation 3–215 and Equation 3–216, the function  , corresponding to the shift factor, denotes the dependence
with respect to the temperature while
, corresponding to the shift factor, denotes the dependence
with respect to the temperature while  is the shear rate dependence law at a selected reference
temperature
is the shear rate dependence law at a selected reference
temperature  , for example, when
, for example, when  , and can be viewed as the master curve. Equation 3–215 is used when the temperature
dependence of the viscosity involves only a vertical shift of the viscosity
curve, while Equation 3–216 is
considered when the temperature dependence of the viscosity simultaneously
involves a vertical and a horizontal shift of the viscosity curve when the
temperature changes.
, and can be viewed as the master curve. Equation 3–215 is used when the temperature
dependence of the viscosity involves only a vertical shift of the viscosity
curve, while Equation 3–216 is
considered when the temperature dependence of the viscosity simultaneously
involves a vertical and a horizontal shift of the viscosity curve when the
temperature changes.
In the context of generalized Newtonian fluid flows, four laws are
available for describing the temperature dependence of the viscosity
 . First, you have the Arrhenius law expressed by:
. First, you have the Arrhenius law expressed by:
 | (3–217) |
The quantity  is the ratio of the activation energy
is the ratio of the activation energy  to the thermodynamic constant
to the thermodynamic constant  while
while  is the reference temperature for which
is the reference temperature for which  , and which corresponds to the temperature of the master
curve for the shear rate dependence of the viscosity. This dependence is
typical for polymers and rubber materials.
, and which corresponds to the temperature of the master
curve for the shear rate dependence of the viscosity. This dependence is
typical for polymers and rubber materials.
When the temperature range is narrow, you can invoke the approximate Arrhenius law instead of using Equation 3–217, and which consists of considering the first term of the Taylor series applied to the argument of the exponential. This provides:
 | (3–218) |
In this case, the parameters have the same meaning as in Equation 3–217.
The Williams-Landel-Ferry or WLF equation is a temperature-dependent viscosity law which, for some materials, fits experimental data better than the Arrhenius law for a wide range of temperatures, especially close to the glass transition temperature. It is given by:
 | (3–219) |
where  and
and  are the WLF constants while
are the WLF constants while  and
and  are reference temperatures.
are reference temperatures.
Materials like glass exhibit a very strong dependence of the viscosity with respect to temperature and which cannot be rendered with Equation 3–217 to Equation 3–219, especially when the temperature range of the calculation is relatively broad. For such materials the Fulcher law is more appropriate and it is expressed by:
 | (3–220) |
In this context,  ,
,  and
and  are the parameters of the law. As can be seen, Equation 3–220 leads to a significant
increase of
are the parameters of the law. As can be seen, Equation 3–220 leads to a significant
increase of  when the temperature decreases, until it reaches the value
when the temperature decreases, until it reaches the value
 , where
, where  then exhibits an infinite value. For temperatures
then exhibits an infinite value. For temperatures
 below
below  , Equation 3–220
has no longer any meaning. For circumventing this limitation and for
avoiding unbounded values which not desirable in the solver, the factor
, Equation 3–220
has no longer any meaning. For circumventing this limitation and for
avoiding unbounded values which not desirable in the solver, the factor
 has been purposely bounded to a high but finite value.
This bound has been introduced in such a way that the function and its
derivatives are continuous. Eventually, let us mention that, considering its
physical background, the Fulcher law should probably not be combined with a
shear-rate dependence of the viscosity, therefore the question of horizontal
and vertical shifts becomes irrelevant.
has been purposely bounded to a high but finite value.
This bound has been introduced in such a way that the function and its
derivatives are continuous. Eventually, let us mention that, considering its
physical background, the Fulcher law should probably not be combined with a
shear-rate dependence of the viscosity, therefore the question of horizontal
and vertical shifts becomes irrelevant.
When a polymer material volume deforms under the application of a force, additional non-linear response may develop, whose intensity may in turn affect the flow behaviour. Two known effects are the normal stress differences and the elongation viscosity. The generalized Newtonian flow models discussed above are unable to describe viscoelastic phenomena related to normal stresses and stress relaxation, for example. Typically, vortex generation, extrudate swelling of some melts, and drag enhancement are due to normal-stress differences and high extensional viscosity that are typical of viscoelastic fluids.
Current formulations of viscoelastic equations lead to highly nonlinear problems whose mathematical nature combines diffusion and transport (ellipticity and hyperbolicity) in a rather subtle way. In addition, most viscoelastic flows of practical interest involve internal and boundary layers in the stress and velocity fields, as well as strong singularities.
Using differential viscoelastic models is appropriate for practical applications involving flows of polymer melts, such as extrusion. Many of the most common rheological models for viscoelastic flow are provided in Polyflow software, including Maxwell, Oldroyd, Phan-Thien-Tanner, Giesekus, FENE-P, POMPOM, and Leonov. Appropriate choices for the viscoelastic model and related parameters can yield qualitatively and quantitatively accurate representations of viscoelastic behaviour.
When solving viscoelastic flows, it is important to know that momentum and mass equations remain unaffected. In other words, do not add extra stress terms into the momentum equation. Instead, the choice of a constitutive equation will dictate the mechanisms involved and the material response to a given solicitation.
For differential viscoelastic flows, you decompose the extra-stress tensor
 into the sum of a series of
into the sum of a series of  individual modes
individual modes  and a constant-viscosity Newtonian contribution
and a constant-viscosity Newtonian contribution
 . The general form for the equation of the extra-stress tensor
. The general form for the equation of the extra-stress tensor
 can be written as follows:
can be written as follows:
 | (3–221) |
The constant-viscosity Newtonian contribution obeys Equation 3–193. For the individual modes
 , a first order differential equation is involved. It is
important to note that the differential equation is the same for all modes of a
model. It is either explicitly written in terms of
, a first order differential equation is involved. It is
important to note that the differential equation is the same for all modes of a
model. It is either explicitly written in terms of  or by invoking intermediate configuration unknowns which, to
some extent, refer to the topology of macromolecular chains (deformation,
orientation, stretching, and so on). In the first category, you will find the
models belonging to the so-called Oldroyd family, where
or by invoking intermediate configuration unknowns which, to
some extent, refer to the topology of macromolecular chains (deformation,
orientation, stretching, and so on). In the first category, you will find the
models belonging to the so-called Oldroyd family, where  is computed from the general equation:
is computed from the general equation:
 | (3–222) |
In this case,  is a model-specific scalar or tensorial function,
is a model-specific scalar or tensorial function,
 is a mode-specific relaxation time, and
is a mode-specific relaxation time, and  is a mode-specific viscosity factor for the viscoelastic
component
is a mode-specific viscosity factor for the viscoelastic
component  . The relaxation time is defined as the time required for the
shear stress to be reduced to about one third of its original equilibrium value
when the strain rate vanishes. A high relaxation time indicates that the memory
retention of the flow is high. A low relaxation time indicates significant
memory loss, gradually approaching Newtonian flow (zero relaxation time).
. The relaxation time is defined as the time required for the
shear stress to be reduced to about one third of its original equilibrium value
when the strain rate vanishes. A high relaxation time indicates that the memory
retention of the flow is high. A low relaxation time indicates significant
memory loss, gradually approaching Newtonian flow (zero relaxation time).
In Equation 3–222, the term
 is an objective time-derivative defined as a linear
combination of upper- and lower-convected derivatives:
is an objective time-derivative defined as a linear
combination of upper- and lower-convected derivatives:
 | (3–223) |
where the parameter  ranges between 0 and 2. In Equation 3–223, the upper- and
lower-convected derivatives are respectively given by:
ranges between 0 and 2. In Equation 3–223, the upper- and
lower-convected derivatives are respectively given by:
 | (3–224) |
and
 | (3–225) |
These upper- and lower-convected derivatives are not specific to the differential viscoelastic models of the Oldroyd family, instead, they are also used for other models as will be seen below.
The basic mathematical tools being now introduced, you can briefly review the
several differential viscoelastic constitutive models available in the Polyflow
software. Since the constitutive models govern individual modes in the stress
equation Equation 3–221, the subscript
 will be omitted in the following section.
will be omitted in the following section.
Historically, the first differential viscoelastic constitutive model is
given by the Maxwell equation. If you omit the subscript  , as suggested above, the equation is written as:
, as suggested above, the equation is written as:
 | (3–226) |
This model does not involve any purely Newtonian contribution, for
example,  in Equation 3–221. It is also the simplest viscoelastic model in terms of mathematics,
however, it can exhibit specific mathematical behaviours which make its
numerical treatment rather challenging. In a few words, it is characterised
by a constant shear viscosity, a quadratic first normal stress difference
and a monotonically increasing transient elongation viscosity under high
strain rate.
in Equation 3–221. It is also the simplest viscoelastic model in terms of mathematics,
however, it can exhibit specific mathematical behaviours which make its
numerical treatment rather challenging. In a few words, it is characterised
by a constant shear viscosity, a quadratic first normal stress difference
and a monotonically increasing transient elongation viscosity under high
strain rate.
The Oldroyd-B model obeys the same equation (Equation 3–226) as for the Maxwell model and includes an additional purely Newtonian contribution. It exhibits similar properties as the Maxwell model, however, the introduction of a constant-viscosity Newtonian contribution to the stress makes its numerical treatment usually easier.
The constitutive equation of the Giesekus model is expressed by:
 | (3–227) |
where the parameter  ranges between 0 and 1. The introduction of a non-linear
term in the equation provides realistic rheological properties to the model,
such as shear-thinning, non-quadratic first- and second normal stress
differences as well as bounded elongation viscosity. Especially in a
multi-mode context, this equation is a good candidate for the simulation of
viscoelastic flows.
ranges between 0 and 1. The introduction of a non-linear
term in the equation provides realistic rheological properties to the model,
such as shear-thinning, non-quadratic first- and second normal stress
differences as well as bounded elongation viscosity. Especially in a
multi-mode context, this equation is a good candidate for the simulation of
viscoelastic flows.
The constitutive equation of the Phan Thien-Tanner model is expressed by:
 | (3–228) |
The introduction of a non-linear term in the equation and the use of both upper- and lower-convected derivatives provides also realistic rheological properties to the model, such as shear-thinning, non-quadratic first- and second normal stress differences as well as bounded elongation viscosity.
The FENE-P model is derived from molecular theories. In the simplest
representation, the molecules are described as dumbbells, built of two
spheres linked together by a nonlinear spring. Unlike the Maxwell model, the
springs are allowed only a finite extension so that the energy of
deformation of the dumbbell becomes infinite for a finite value of the
spring elongation. The constitutive equation is written in terms of a
configuration tensor  and is expressed by:
and is expressed by:
 | (3–229) |
while the stress tensor  is expressed by:
is expressed by:
 | (3–230) |
In (Equation 3–229) and (Equation 3–230),  is the unit tensor, while
is the unit tensor, while  is the ratio of the maximum length of the spring to its
length at rest, and it must be strictly larger than 1. Furthermore, as
is the ratio of the maximum length of the spring to its
length at rest, and it must be strictly larger than 1. Furthermore, as
 becomes infinite, the FENE-P model becomes equivalent to
the Maxwell model.
becomes infinite, the FENE-P model becomes equivalent to
the Maxwell model.
This model predicts a realistic shear thinning of the fluid and a first normal-stress difference that is quadratic for low shear rates and has a lower slope for high shear rates.
The pom-pom molecule consists of a backbone to which q arms are connected
at both extremities. In a flow, the backbone orients in a Doi-Edwards
reptation tube consisting of the neighbouring molecules, while the arms may
retract into that tube when high deformation is applied. The concept of the
pom-pom macromolecule makes the model suitable for describing the behaviour
of branched polymers. The approximate differential form of the model is
based on equations governing the macromolecular orientation tensor
 and the macromolecular stretching
and the macromolecular stretching  in relation to changes in orientation. These equations are
respectively expressed by:
in relation to changes in orientation. These equations are
respectively expressed by:
 | (3–231) |
 | (3–232) |
In these equations,  and
and  are the relaxation times associated to the orientation and
stretching mechanisms respectively. The ratio
are the relaxation times associated to the orientation and
stretching mechanisms respectively. The ratio  should be within the range 2 to 10. From (Equation 3–231) and (Equation 3–232), the stress contribution
should be within the range 2 to 10. From (Equation 3–231) and (Equation 3–232), the stress contribution
 is calculated as:
is calculated as:
 | (3–233) |
where  is the shear modulus.
is the shear modulus.
Elastomers are usually filled with carbon black and/or silicate. From the point of view of morphology, macromolecules at rest are trapped by particles of carbon black, via electrostatic forces of the van der Waals type. Under a deformation field, electrostatic bonds can break, and macromolecules become free, while a reverse mechanism may develop when the deformation ceases. Therefore, the macromolecular system may consist of trapped and free macromolecules, with a reversible transition from one state to the other. The model involves two tensor quantities focussing on the behaviour of the free and trapped macromolecular chains respectively, and a scalar one.
The modal decomposition given by Equation 3–221 still holds. An
individual modal stress contribution  is decomposed into a free and trapped parts:
is decomposed into a free and trapped parts:
 | (3–234) |
which are constructed as follows.  and
and  be the Finger tensors for the free and trapped chains,
respectively. They are governed by the following non-linear differential
equations:
be the Finger tensors for the free and trapped chains,
respectively. They are governed by the following non-linear differential
equations:
 | (3–235) |
 | (3–236) |
where  ,
,  ,
,  ,
,  are invariants. The presently selected material function
are invariants. The presently selected material function
 in (Equation 3–235) is expressed by:
in (Equation 3–235) is expressed by:
 | (3–237) |
and the mobility function  in Equation 3–236 is expressed by:
in Equation 3–236 is expressed by:
 | (3–238) |
where  is the mobility factor obeying the following
phenomenological kinetic equation:
is the mobility factor obeying the following
phenomenological kinetic equation:
 | (3–239) |
From the above quantities, you can evaluate two potential functions for
 and
and  . Alternatively, you can directly substitute the derivative
of these potentials for evaluating the stress contributions from the free
and trapped chains of the current mode to the total extra-stress tensor.
They are respectively expressed by:
. Alternatively, you can directly substitute the derivative
of these potentials for evaluating the stress contributions from the free
and trapped chains of the current mode to the total extra-stress tensor.
They are respectively expressed by:
 | (3–240) |
 | (3–241) |
In these equations,  is the shear modulus while \beta, ranging between 0 and 1,
and
is the shear modulus while \beta, ranging between 0 and 1,
and  , positive, are coefficients. Eventually
, positive, are coefficients. Eventually  is the initial ratio of free to trapped chains in the
system. A vanishing value of \alpha indicates that all chains are trapped at
rest, while a large value indicates a system that essentially consists of
free chains.
is the initial ratio of free to trapped chains in the
system. A vanishing value of \alpha indicates that all chains are trapped at
rest, while a large value indicates a system that essentially consists of
free chains.
As can be seen, this model involves a large number of parameters and calculated fields. Its usage can be challenging, and should probably be considered for simple cases only.
In terms of boundary conditions, the situation is similar to that for generalized Newtonian flows. However, the viscoelastic constitutive equation requires initial conditions at the inlet of the computational domain. They are automatically selected and imposed in terms of corresponding viscoelastic variables, extra-stress or configuration variables, along boundaries where the inlet flow rate is selected.
In a thermal flow, the properties of a viscoelastic fluid can be temperature
dependent. As is the case for a Newtonian fluid, the viscosity is then
multiplied by a temperature shift function  . In addition, the relaxation time is also multiplied by the
same temperature shift function. Temperature-dependent functions available for
thermal differential viscoelastic flows are the Arrhenius law, the Arrhenius
approximate law, and the WLF law, all described in Temperature Dependence of the Viscosity. The other
parameters are not affected by temperature.
. In addition, the relaxation time is also multiplied by the
same temperature shift function. Temperature-dependent functions available for
thermal differential viscoelastic flows are the Arrhenius law, the Arrhenius
approximate law, and the WLF law, all described in Temperature Dependence of the Viscosity. The other
parameters are not affected by temperature.
Unlike extrusion flows simulation, which is performed in a thick flow domain, predicting the material behaviour in processes such as blow moulding and thermoforming may require another approach. Very often such industrial processes exhibit the following characteristics:
One of the dimensions of the polymer region is usually two or three order of magnitude lower than the two other dimensions, so that the use of a shell model is recommended.
The deformation usually spans over a relatively short time interval ranging between a fraction of a second to a few seconds.
The deformation is clearly dominated by extension and remains moderate in amplitude, with a Hencky strain of the order of 2 to 3.
When the material response significantly departs from the Newtonian behaviour, for example, when the elongation viscosity plays a dominant role, integral viscoelastic models can be a good candidate for describing the material behaviour in such processes. Considering the framework as described above, the KBKZ model with a unit damping function appears attractive in view of its material simplicity.
For an integral viscoelastic flows, you decompose the extra-stress tensor
 into the sum of a series of
into the sum of a series of  individual modes
individual modes  and a constant-viscosity Newtonian contribution
and a constant-viscosity Newtonian contribution  .The general form for equations of the extra-stress tensor
.The general form for equations of the extra-stress tensor
 can be written as follows:
can be written as follows:
 | (3–242) |
The constant-viscosity Newtonian contribution obeys Equation 3–193. For the individual modes
 , a time-integral equation over the past deformations is involved.
The extra-stress tensor
, a time-integral equation over the past deformations is involved.
The extra-stress tensor  is computed at time
is computed at time  from the following equation:
from the following equation:
 | (3–243) |
where  and
and  are the relaxation time and the partial viscosity associated to
the mode i,
are the relaxation time and the partial viscosity associated to
the mode i,  is the Cauchy-Green strain tensor, t is the current time and s is the
metric for time integral.
is the Cauchy-Green strain tensor, t is the current time and s is the
metric for time integral.
For non-isothermal flows,  can be computed from the isothermal constitutiveEquation 3–243, provided that a modified time
scale
can be computed from the isothermal constitutiveEquation 3–243, provided that a modified time
scale  is used for evaluating the strain history. (Equation 3–243) becomes:
is used for evaluating the strain history. (Equation 3–243) becomes:
 | (3–244) |
The modified time scale is related to s through the following equation:
 | (3–245) |
where  is the shift function, which can be obtained from the steady-state
shear-viscosity curves at different temperatures. This results from the principle of
time-temperature equivalence. Three models are available for the temperature shift
function
is the shift function, which can be obtained from the steady-state
shear-viscosity curves at different temperatures. This results from the principle of
time-temperature equivalence. Three models are available for the temperature shift
function  in Equation 3–245: The
Arrhenius law Equation 3–217, the
Arrhenius approximate law Equation 3–218
and the WLF law Equation 3–219. All are
described in Temperature Dependence of the Viscosity.
in Equation 3–245: The
Arrhenius law Equation 3–217, the
Arrhenius approximate law Equation 3–218
and the WLF law Equation 3–219. All are
described in Temperature Dependence of the Viscosity.
It is known that the first normal stress difference is mainly responsible for
enhanced extrudate swelling in extrusion flow. This is typically a viscoelastic
property. With respect to this fact, the simplified viscoelastic model is an
extension of existing Newtonian fluid models, in which a normal stress difference
has been incorporated into the force balance. In other words, in simple shear flow
along the first axis and with a shear rate  , the total extra-stress tensor
, the total extra-stress tensor  is expressed by:
is expressed by:
 | (3–246) |
In this tensor, the shear stress component is expressed by  , which involves the shear rate dependent viscosity
, which involves the shear rate dependent viscosity  . Several algebraic relationships are available for describing the
shear viscosity and can be found in Shear Rate Dependence of the Viscosity. In the present
context, next to the constant viscosity, the power law, the Bird-Carreau,
Carreau-Yasuda, Cross and modified Cross laws can be considered.
. Several algebraic relationships are available for describing the
shear viscosity and can be found in Shear Rate Dependence of the Viscosity. In the present
context, next to the constant viscosity, the power law, the Bird-Carreau,
Carreau-Yasuda, Cross and modified Cross laws can be considered.
The first normal stress is expressed by the quantity  . This quantity involves the viscoelastic variable
. This quantity involves the viscoelastic variable  , a function
, a function  (which can be referred to as normal viscosity), and a weighting
factor
(which can be referred to as normal viscosity), and a weighting
factor  (which can be positive or zero). The viscoelastic variable
(which can be positive or zero). The viscoelastic variable
 obeys a transport equation involving a characteristic or
relaxation time
obeys a transport equation involving a characteristic or
relaxation time  , and is expressed by:
, and is expressed by:
 | (3–247) |
where the relaxation time  is either constant or obeys the power law of the Bird-Carreau law.
Equation 3–247is formulated such that the
solution
is either constant or obeys the power law of the Bird-Carreau law.
Equation 3–247is formulated such that the
solution  is obtained in simple shear flow. The normal viscosity
is obtained in simple shear flow. The normal viscosity
 found in Equation 3–246
is described by means of functions similar to those available for the shear
viscosity
found in Equation 3–246
is described by means of functions similar to those available for the shear
viscosity  , where
, where  is replaced by
is replaced by  . It is however reasonable to consider identical dependences for
both
. It is however reasonable to consider identical dependences for
both  and
and  , although this is not required. As can be seen, the viscoelastic
behaviour is, in first instance, controlled by two quantities: the normal stress
given by
, although this is not required. As can be seen, the viscoelastic
behaviour is, in first instance, controlled by two quantities: the normal stress
given by  and the relaxation time
and the relaxation time  . In first order, they respectively dictate the magnitude of the
swelling in extrusion flow and the time interval where swelling occurs.
. In first order, they respectively dictate the magnitude of the
swelling in extrusion flow and the time interval where swelling occurs.
Finally, for thermal flows, temperature dependence can be selected for the shear
and normal viscosities. In this case, the Arrhenius law, the approximate Arrhenius
law and the WLF law as described in Temperature Dependence of the Viscosity can be
selected. For thermal flow, a single function is used for describing the temperature
dependence of the material functions  ,
,  ,
,  and
and  involved in the model.
involved in the model.
In terms of boundary conditions, the situation is similar to that for general viscoelastic flows. Free surfaces can be defined, as this is the primary motivation for the simplified viscoelastic model. The transport equation (Equation 3–247) for the viscoelastic variable requires initial conditions at the inlet of the computational domain. They are automatically selected and imposed along boundaries where the inlet flow rate is selected.
When slipping boundary condition is applied to non-moving parts, a zero normal velocity component is imposed together with a tangential force. In general, the tangential force resulting from slipping boundary condition depends on the product of separated contributions from the relative tangential velocity, the temperature and the pressure. For the first dependence, the tangential force is related to the tangential relative velocity which obeys one of the four laws as given in Slipping Laws hereafter.
The simplest slipping relationship is the generalized Navier’s law:
 | (3–248) |
where  is the tangential velocity of the fluid,
is the tangential velocity of the fluid,  is the tangential velocity of the wall, while
is the tangential velocity of the wall, while
 and
and  are material parameters. In most situations
are material parameters. In most situations
 is zero. Note that full slip is obtained when
is zero. Note that full slip is obtained when
 = 0. Eventually, Equation 3–248 is either linear with
= 0. Eventually, Equation 3–248 is either linear with
 = 1, or of the power law type when 0 <
= 1, or of the power law type when 0 <  < 1.
< 1.
For generalized Newtonian flow, the linear or nonlinear character of the
flow problem is not affected when = 1. When > 1, a nonlinearity is introduced, which is comparable
to that generated by the power index of a power law or Bird-Carreau
viscosity.
Another relationship is the threshold law:
 | (3–249) |
where  and
and  are two different slip coefficients, and
are two different slip coefficients, and  is the critical force density at which slip actually
starts to be visible. Note that for stability reasons,
is the critical force density at which slip actually
starts to be visible. Note that for stability reasons,  should be larger than
should be larger than  .
.
The third relationship is the asymptotic law:
 | (3–250) |
where  is a scaling factor with the dimensions of the velocity.
This factor affects the slope of the slip-velocity curve.
is a scaling factor with the dimensions of the velocity.
This factor affects the slope of the slip-velocity curve.
A fourth relationship is a generalized threshold slipping law that relates
the tangential force  to the tangential velocity
to the tangential velocity  as follows:
as follows:
 | (3–251) |
When the exponent  is set to 1, we have an affine relationship between
is set to 1, we have an affine relationship between
 and the relative tangential velocity
and the relative tangential velocity  , with a threshold whose amplitude is
, with a threshold whose amplitude is  .When the exponent
.When the exponent  is larger than 1, the tangential force will increase less
rapidly than the relative tangential velocity
is larger than 1, the tangential force will increase less
rapidly than the relative tangential velocity  . Note that for preventing a discontinuous behaviour when
the relative tangential velocity vanishes, the expression (Equation 3–251) has been made continuous
by introducing an additional velocity parameter defining a transition
interval when the tangential force is less than the threshold value
. Note that for preventing a discontinuous behaviour when
the relative tangential velocity vanishes, the expression (Equation 3–251) has been made continuous
by introducing an additional velocity parameter defining a transition
interval when the tangential force is less than the threshold value
 .
.
The four slipping laws given above describe the dependence of the slipping
with respect to the velocity, and involve important parameters referred to
as and ,as well as to and  . For thermal flows, these parameters can be made
temperature dependent by multiplying them with a temperature dependent
function
. For thermal flows, these parameters can be made
temperature dependent by multiplying them with a temperature dependent
function  . In general, the function
. In general, the function  can be constant, obey a first-order approximation of the
Arrhenius law or obey the original Arrhenius law, successively given
by:
can be constant, obey a first-order approximation of the
Arrhenius law or obey the original Arrhenius law, successively given
by:



In the equations above, the quantity  is the ratio of the activation energy
is the ratio of the activation energy  to the thermodynamic constant
to the thermodynamic constant  while
while  is the reference temperature for which
is the reference temperature for which  .
.
When it comes to pressure dependence  , you can specify that the slipping coefficient can be
either constant, or can increases exponentially with the pressure, or
linearly for positive pressure values, as shown respectively by the
following pressure dependence models:
, you can specify that the slipping coefficient can be
either constant, or can increases exponentially with the pressure, or
linearly for positive pressure values, as shown respectively by the
following pressure dependence models:



In the previous equations,  is the actual force density applied in the direction
perpendicular to the wall,
is the actual force density applied in the direction
perpendicular to the wall,  is a (usually positive) coefficient that is typically on
the order of 10-8
Pa-1, and
is a (usually positive) coefficient that is typically on
the order of 10-8
Pa-1, and  is a coefficient ranging from 0 to 1. Note that if Equation 3–257 is used in combination
with the asymptotic law equation (Equation 3–248), the slipping law will
be quite similar to the Coulomb law if
is a coefficient ranging from 0 to 1. Note that if Equation 3–257 is used in combination
with the asymptotic law equation (Equation 3–248), the slipping law will
be quite similar to the Coulomb law if  = 1and
= 1and  is small enough.
is small enough.
Consider the flow of a polymer between a die exit and a take-up roll, as suggested in Fig. 2, where entrance and exit effects are ignored. The problem is truly three-dimensional, since the film shows necking along lateral sides as well as a thickness variation along the principal direction of stretching. The thickness is however often two to three orders of magnitude smaller than its other dimensions and hence a 3D model would not be feasible. Instead, a special 2D model has been developed in thePolyflow software. This model can be compared to the planar stress approximation in elasticity, which reduces 3D problems to 2D ones.
Figure 3.257: Sketch of a Film Casting Process Where the Calculation Is Performed Between the Slot Die Exit (Left) and the Contact With the Cylindrical Roll (Right). The Stretched Polymer Melt (Blue) Flow From Left to Right

In the present context, a film is a sheet of polymer with a thickness that is several orders of magnitude smaller than its other dimensions. It is also assumed that the film is flat, so that effects due to film curvature are ignored.
In the film model, all conservation equations are averaged throughout the third dimension (that is, the film thickness) and thickness-averaged quantities (velocity, temperature, stress) are computed. The film thickness becomes a variable of the flow problem, which is governed by the mass conservation equation. Pressure is no longer a variable of the problem and is eliminated in the momentum equations.
The film is assumed to be geometrically described in the  plane.
plane.  stands for the Cauchy stress tensor, and
stands for the Cauchy stress tensor, and  for the velocity vector. On both upper and lower surfaces
film, zero pressure conditions apply. In view of the small film thickness, it is
assumed to be also the case across the film thickness (therefore in the
transverse direction
for the velocity vector. On both upper and lower surfaces
film, zero pressure conditions apply. In view of the small film thickness, it is
assumed to be also the case across the film thickness (therefore in the
transverse direction  ). From the vertical momentum equation, the pressure
). From the vertical momentum equation, the pressure
 can be evaluated as:
can be evaluated as:
 | (3–258) |
Therefore:
 | (3–259) |
where  is the extra-stress component that obeys the fluid
constitutive equation. From the mass conservation equation (Equation 3–192), you can write:
is the extra-stress component that obeys the fluid
constitutive equation. From the mass conservation equation (Equation 3–192), you can write:
 | (3–260) |
where  represents the thickness of the film, applying the principle
of mass conservation to a small control volume within the film of thickness
represents the thickness of the film, applying the principle
of mass conservation to a small control volume within the film of thickness
 results in:
results in:
 | (3–261) |
and the symbol  stands for the divergence in the
stands for the divergence in the  plane, as suggested by the subscript. The term involving the
partial derivative of the thickness with respect to time in Equation 3–261 is of course omitted in
steady flow calculations. This partial differential equation (Equation 3–261) resembles a transport
equation for the thickness : an initial condition for the thickness must be specified at
the entrance of the fluid into the computational domain, and only there. For the
sake of clarity, the entrance of the fluid into the computational domain
corresponds to the die exit as suggested in Figure 3.257: Sketch of a Film Casting Process Where the Calculation Is Performed
Between the Slot Die Exit (Left) and the Contact With the Cylindrical Roll
(Right). The Stretched Polymer Melt (Blue) Flow From Left to Right.
plane, as suggested by the subscript. The term involving the
partial derivative of the thickness with respect to time in Equation 3–261 is of course omitted in
steady flow calculations. This partial differential equation (Equation 3–261) resembles a transport
equation for the thickness : an initial condition for the thickness must be specified at
the entrance of the fluid into the computational domain, and only there. For the
sake of clarity, the entrance of the fluid into the computational domain
corresponds to the die exit as suggested in Figure 3.257: Sketch of a Film Casting Process Where the Calculation Is Performed
Between the Slot Die Exit (Left) and the Contact With the Cylindrical Roll
(Right). The Stretched Polymer Melt (Blue) Flow From Left to Right.
For the other calculated fields (for example, velocity, temperature, stress), the comments provided above still hold.
Some film casting applications involve several adjacent and/or overlapping
fluid layers. In view of the model, all fluid layers will belong to the same
calculation domain. The velocity field, as well as the temperature field (for
thermal problems), will be uniquely defined on the calculation domain, while an
independent thickness field will be assigned to each fluid layer. Also, for
viscoelastic flow problems, an independent extra-stress tensor  will be assigned to each fluid layer.
will be assigned to each fluid layer.
In the industrial process of film casting, air can be blown on the film to
heat or cool it. In general, the surface heat flux density  is given as:
is given as:
 | (3–262) |
In Equation 3–262, you successfully
recognized a constant part  , a convective part characterized by a heat transfer
coefficient
, a convective part characterized by a heat transfer
coefficient  and a reference temperature
and a reference temperature  , and a radiative part characterized by a heat transfer
coefficient
, and a radiative part characterized by a heat transfer
coefficient  and a reference temperature
and a reference temperature  .
.
In polymer applications, however, the transfer through radiation is negligible with respect to the heat transfer by convection. Specification of the heat transfer coefficient applies for both sides of the film (the sum of the upper and lower heat transfer coefficients).
A solid porous medium is characterized by two quantities: the volumetric void fraction (the ratio of the volume of void to the total volume of the porous media), which can range from 0 to 1, and the permeability factor. For isotropic porous media, is a scalar. For non-isotropic porous media (that is, when the physical structure of the solid body exhibits a particular orientation) it is a tensor, which indicates a preferred orientation of the pores.
Important: For highly non-isotropic materials, instead of specifying zero values for the permeability coefficient in the transverse direction, it is strongly recommended that you specify very small nonzero values (for example, 10-12) to improve the convergence of the solver.
The flow of an incompressible fluid with viscosity in the porous material obeys the following constitutive equation:
 | (3–263) |
where is the fluid velocity and is the pressure field. The conservation equation can be written as:
 | (3–264) |
The pressure field is the only unknown associated with this equation. The boundary conditions can therefore be specified in terms of pressure or velocity (according to Equation 3–263). Equation 3–264 holds for both isothermal and nonisothermal flows. When nonisothermal effects are taken into account, however, the energy equation must be solved as well. The energy equation results from the combined thermal effects in both the fluid in motion and the fixed solid porous medium. As a result, other material properties, in addition to ε, K, and η, are required for calculating the temperature field.
In this description, the subscripts s and f identify the solid and the fluid, respectively. The solid and the fluid are characterized by their densities (ρs,ρf), their thermal conductivities (ks,kf), and their heat capacities (cps,cpf). Thermal conductivity and heat capacity can be made temperature dependent using a third-order polynomial expression.
The energy equation is then:
 | (3–265) |
In Equation 3–265, the contributions of the solid and the fluid are weighted by 1-ε and ε, respectively, since it is assumed that the fluid fills the voids entirely. Also, since the solid is motionless, only the fluid contributes to the convective term and to viscous heating. Finally, a nonzero value of r can be used to introduce a heat source. For nonisothermal flows, the fluid viscosity η can be made to depend on T, according to the Arrhenius law or Arrhenius approximate law. See Temperature Dependence of Viscosity for details. The viscosity cannot be made to depend on shear rate because the actual value of the shear rate is unknown.
The unknown field associated with the energy equation is the temperature
 . The boundary conditions can therefore be specified in terms of
temperature or heat flux.
. The boundary conditions can therefore be specified in terms of
temperature or heat flux.
In flow through porous media, the Polyflow software automatically performs the calculation of the velocity field (as a postprocessor) according to Equation 3–263.
Although the Polyflow software focuses on chemically inert systems, such fluid systems can involve one or several species which are then transported with the flow. Transport phenomena such as diffusion and advection are not unique to chemically reacting flows. They can be found in most models incorporated in the Polyflow software. The most obvious transport phenomenon is that of temperature as described by (Equation 3–203).
More generally, when defining transport for species  , the general advection-diffusion equation applies:
, the general advection-diffusion equation applies:
 | (3–266) |
where  and
and  are the scalar diffusivity coefficient and the source term,
respectively. A pure transport equation is obtained when both diffusivity
are the scalar diffusivity coefficient and the source term,
respectively. A pure transport equation is obtained when both diffusivity
 and the source term
and the source term  are set to zero in (Equation 3–266). Depending on the phenomenon
which is considered, the source term
are set to zero in (Equation 3–266). Depending on the phenomenon
which is considered, the source term  can be set to a constant or can be a general function of the other
quantities involved. If there is no transport, then the velocity field
can be set to a constant or can be a general function of the other
quantities involved. If there is no transport, then the velocity field
 is not necessary. Eventually, the parameter
is not necessary. Eventually, the parameter  is either 0 or 1 indicating that advection is disabled or enabled,
respectively; the only transport mechanism for which
is either 0 or 1 indicating that advection is disabled or enabled,
respectively; the only transport mechanism for which  is set to 0 and governs the radiative energy as will be described
below.
is set to 0 and governs the radiative energy as will be described
below.
For the transport equation, boundary conditions are usually expressed in terms of imposed species at the flow inlet boundary, or vanishing normal species derivative on walls and at the exit.
In a transport mechanism, species near wall boundaries do move, and may therefore exhibit steep gradients (or boundary layers) which develop in the direction normal to the wall. A natural remedy to this situation is to assume that the fluid slips at the wall boundaries.
In the rubber manufacturing industry, products may consist of reinforced compounds, that is, a material in which a reinforcing media (for example, cords, wires, fibers) are embedded in a matrix. These cords or fibers are often oriented along a given direction, and hence confer an orthotropic property to the compound. Essentially, they restrain or hinder the deformation of the compound along the direction of orthotropy. From this simple consideration, it is quite natural to consider a constitutive model that consists of two parts: a part for the unreinforced rubber matrix, and a part for the reinforcement structure.
Consider a reinforced incompressible material. In general, it would be easier to write the constitutive equation in a reference frame locally aligned with the main direction of the reinforcement cords. However, geometric or process considerations often suggest using a Cartesian reference frame that is not necessarily aligned with the main direction of orthotropy. In this selected reference frame, the orthotropy is defined using direction cosines.
In the selected Cartesian reference frame, the constitutive equation can be written as follows:
 | (3–267) |
Two terms involve the rate-of-deformation tensor  : they are the contribution from the matrix and the contribution of
the reinforcement set. As can be seen, both contributions are described by means of
fluid models. The quantity
: they are the contribution from the matrix and the contribution of
the reinforcement set. As can be seen, both contributions are described by means of
fluid models. The quantity  is the shear viscosity of the unreinforced matrix and can be
described by one of the models described previously in Shear Rate Dependence of the Viscosity.
is the shear viscosity of the unreinforced matrix and can be
described by one of the models described previously in Shear Rate Dependence of the Viscosity.
In (Equation 3–267),  is the fourth-order orthotropic property tensor given in the
selected reference frame. Formally, for an orthotropic material, the quantity has
ten parameters. In view of the decomposition suggested in (Equation 3–267), it is possible to build
is the fourth-order orthotropic property tensor given in the
selected reference frame. Formally, for an orthotropic material, the quantity has
ten parameters. In view of the decomposition suggested in (Equation 3–267), it is possible to build
 on the basis of the components of the local direction of
reinforcement set (which coincide with the direction cosines of the anisotropy) and
a constant (high) viscosity that acts as the reinforcement magnitude. Typically,
this reinforcement magnitude can be 100 times higher than the viscosity of the
unreinforced matrix and is assumed to be constant.
on the basis of the components of the local direction of
reinforcement set (which coincide with the direction cosines of the anisotropy) and
a constant (high) viscosity that acts as the reinforcement magnitude. Typically,
this reinforcement magnitude can be 100 times higher than the viscosity of the
unreinforced matrix and is assumed to be constant.
At the beginning of a shaping process, most reinforced parts are often planar or cylindrical and can involve up to three individual massless reinforcements. In general, the direction of reinforcement cords or fibers is assumed to be uniform at the beginning of a forming process, and will change with the deformations of the matrix, and become non-uniform.
For thick 3D objects, there are no specific limitations for the initial geometric configuration. For thin 3D objects, the recommended initial configuration should be a flat sheet or a cylindrical sheet whose symmetry axis coincides with one of the Cartesian axes. This is needed for an easy specification of the initial orientation of the reinforcements. The initialization of the reinforcement sets is limited to Cartesian and cylindrical descriptions. The latter one is useful for 3D cylindrical objects as typically encountered in rubber tire manufacturing.
For specifying the orientation of a planar reinforcement set, the direction cosines of the reinforcements must be entered. For specifying a cylindrical distribution of the orientation of the reinforcement set, it is at first important to make sure that the axis of the cylinder coincides with one of the axes of the Cartesian reference frame. You then apply the following scenario:
The axis of the cylinder must be one of the Cartesian axes x (resp. y or z).
In the y direction (resp. z or x), a zx plane (resp. xy, or yz) is defined tangent to the cylinder.
The local orientation angle of the reinforcement is defined in that plane with respect to the axes defining that plane, and that very angle is used all around the cylinder.
Figure 3.258: Sketch of a Film Casting Process Where the Calculation Is Performed Between the Die Exit (Left) and the Contact With the Cylindrical Roll (Right)

This scenario is illustrated in Figure 3.258: Sketch of a Film Casting Process Where the Calculation Is Performed Between the Die Exit (Left) and the Contact With the Cylindrical Roll (Right) for cylinders whose axis is successively along the x-, y- and z-direction. The figure shows three scenarios with the axis of the cylinder being successively the x-, y- and z-direction, respectively displayed with the usual colour convention (red=x, green=y, blue=z). (Left): With the x-axis being the axis of the cylinder, the angle is measured with respect to the z-direction in a zx-plane tangent to the cylinder. (Middle): With the y-axis being the axis of the cylinder, the angle is measured with respect to the x-direction in a xy-plane tangent to the cylinder. (Right): With the z-axis being the axis of the cylinder, the angle is measured with respect to the y-direction in a yz-plane tangent to the cylinder.
The Arefmanesh model ([23]) is used for predicting the bubble growth occurring during the foaming process. The model assumes a purely viscous material, and that the time scale of gas diffusion is longer than that of bubble expansion. Hence, the diffusion of dissolved gas from the polymer into the bubble is neglected. The model is such that all physics is lumped in a single transport equation that dictates the bubble radius R:
 | (3–268) |
where pg is the gas pressure and
p is the matrix pressure. The parameter  plays the role of surface tension, as it slows down a bit of the
bubble growth. The quantity
plays the role of surface tension, as it slows down a bit of the
bubble growth. The quantity  is a macroscopic viscosity of the (dense) polymer matrix around
the bubble. The power index a may add some non-linearities to
the model. Eventually, parameter b is a booster if the foaming
is not as large as expected.
is a macroscopic viscosity of the (dense) polymer matrix around
the bubble. The power index a may add some non-linearities to
the model. Eventually, parameter b is a booster if the foaming
is not as large as expected.
A second aspect to consider is the way the density of the mixture depends on the number of bubbles and their size (assuming that the mass of the gas is negligible compared to the polymer matrix). The density ρ of the mixture is given by:
 | (3–269) |
where ρp is the density of the polymer matrix (without blowing agent, that is, with R equivalent to 0), and N is the number of cells per unit volume of gas/polymer mixture. Also, while foaming progresses, the macroscopic viscosity of our mixture decreases since the volume increase results only from gas expansion. Hence, with the bubble growth, the workspace assumes that the zero-shear viscosity of the mixture decreases in the same way as the density:
 | (3–270) |
where  is the zero-shear viscosity of the polymer matrix (without blowing
agent, that is, with R equivalent to 0).
is the zero-shear viscosity of the polymer matrix (without blowing
agent, that is, with R equivalent to 0).
The model does not necessarily predict an equilibrium bubble size: gas pressure decreases with increasing bubble radius but does not vanish. In actual cases, however, bubbles do not grow infinitely, since the polymer cools down and the extrudate shape freezes.
When modeling a semi-transparent medium, it can be important to account for radiation internal to the material. This is especially true when very high temperatures are involved, as can be the case in glass processing. Polyflow allows you to calculate internal radiation using the P-1 radiation approximation model.
The P-1 model can be solved for fixed or moving geometry, with the mesh encapsulating the radiative domain. The P-1 model involves the calculation of a new variable, namely the incident radiation. Therefore, it should achieve more accurate results than those obtained by using the Rosseland correction at the boundary combined with a third order polynomial expression for the thermal conductivity, and is also computationally more expensive.
As shown below, there is an obvious connection between radiation and temperature.
However, the radiation is not affected by the motion of the material since the
incident radiation, as an electromagnetic signal, propagates at the speed of light
in the material. The model involves the calculation of the heat equation for the
temperature and a conduction equation for the incident radiation. Both equations are
coupled through a source term and through boundary conditions.  and
and  respectively denote the temperature and the incident radiation.
These variables obey the following equations:
respectively denote the temperature and the incident radiation.
These variables obey the following equations:


Several material parameters are involved in the above equations. Next to density
 , the heat capacity
, the heat capacity  and the thermal conductivity
and the thermal conductivity  , is the incident radiation diffusion coefficient
, is the incident radiation diffusion coefficient  , the absorption coefficient
, the absorption coefficient  , the refractive index
, the refractive index  , and the Stefan-Boltzmann constant
, and the Stefan-Boltzmann constant  (5.670374 10-8
W/m2/K4).
(5.670374 10-8
W/m2/K4).  is a source term which accounts for the viscous heating. The
absorption coefficient
is a source term which accounts for the viscous heating. The
absorption coefficient  (or the reciprocal of the optical depth) characterizes the opacity
(or the transparency) of the material, while the refractive index
(or the reciprocal of the optical depth) characterizes the opacity
(or the transparency) of the material, while the refractive index  is the ratio between the speed of light in a vacuum and that
through a semi-transparent medium and is always greater than 1. In general, the
diffusion coefficient
is the ratio between the speed of light in a vacuum and that
through a semi-transparent medium and is always greater than 1. In general, the
diffusion coefficient  for the incident radiation is given by:
for the incident radiation is given by:

As shown above, it is dependent on the absorption coefficient  , the scattering coefficient
, the scattering coefficient  and the linear anisotropic phase function coefficient
and the linear anisotropic phase function coefficient
 . The scattering coefficient is a property that describes the
capability of particles to scatter photons. The linear anisotropic phase function
coefficient ranges from -1 to 1 and indicates whether radiant energy is dominantly
scattered forward (
. The scattering coefficient is a property that describes the
capability of particles to scatter photons. The linear anisotropic phase function
coefficient ranges from -1 to 1 and indicates whether radiant energy is dominantly
scattered forward ( > 0) or backward (
> 0) or backward ( < 0), a zero value defines isotropic scattering. When
scattering is discarded, i.e., when
< 0), a zero value defines isotropic scattering. When
scattering is discarded, i.e., when  = 0, then
= 0, then  .
.
The above advection/diffusion equations are subjected to boundary conditions. When
symmetry condition is applied for the flow, it is also applied for the temperature
and for the incident radiation as well. In the other circumstances, the selected
boundary condition for the incident radiation is independent from that of the temperature: the temperature
boundary conditions are then of the usual type (symmetry, insulated, heat flux,
convection, temperature imposed), while either insulated or opaque boundary
condition can be selected for the incident radiation. Opaque boundary condition
obeys the following equation:

where  is the emissivity coefficient of the boundary surface, which
ranges from 0 (mirror) to 1 (black body). When the opaque boundary condition is
selected, the emissivity coefficient
is the emissivity coefficient of the boundary surface, which
ranges from 0 (mirror) to 1 (black body). When the opaque boundary condition is
selected, the emissivity coefficient  must be specified.
must be specified.